How Professionals Compare and Tune Laser Machines for PV Yield?
Where PV Lines Lose Money (And Why the Laser Step Gets Blamed)
Why do old fixes keep failing?
Bold truth: most line slowdowns aren’t random. The laser machine for PV is the moment where tiny errors become big losses. Picture a late-night run in Queens—operator swap, fresh cassette, then red light at cell scribing. Downtime spikes, rework bins fill. Data shows 8–12% throughput swings when recipes drift, and about a 1–2% yield dip from micro-cracks tied to heat load. So what’s the real blocker? Is it the ablation profile, or a fixture problem upstream, or both? Look, it’s simpler than you think. The pain hides in the handoff between motion, optics, and heat. When passivation layer edges burn instead of lift, you pay later at laminators—funny how that works, right?
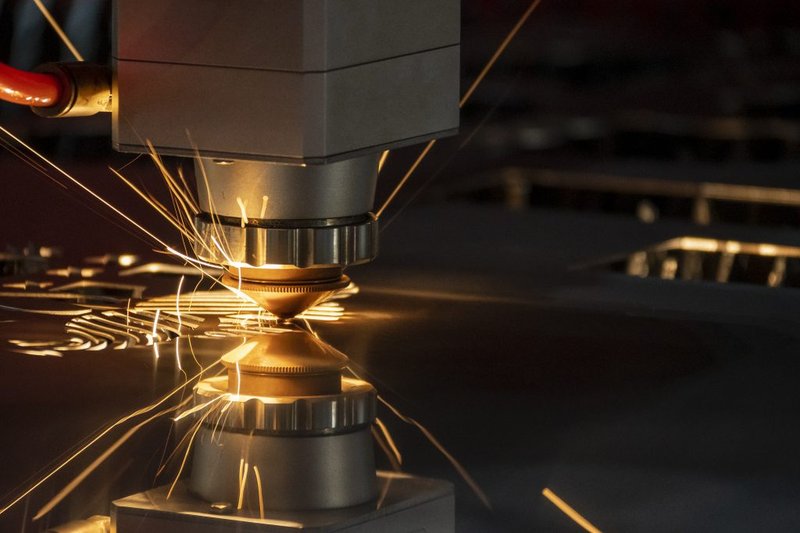
Old-school fixes focus on “turn the power up, go faster.” That’s the trap. With long-pulse sources, the heat-affected zone (HAZ) stacks up. You get wider kerfs, edge chipping, and unstable scribing lines. Then the galvo scanner gets blamed for drift, but the real issue is poor beam quality and no in-line feedback. Legacy tools run on fixed playbooks. No adaptive control. No in-situ metrology to nudge the pulse train. And the optics? Once the f-theta lens gets dusty, you’re cutting with a flashlight, not a laser. Operators tweak offsets, maintenance swaps mirrors, but the root cause stays: thermal load and alignment tolerance pile up without a loop. Deadass, that’s how you leak margin shift after shift—no cap. The fix starts with a tighter loop, not just a hotter beam. Next up, the comparison that matters.

New Principles vs Old Playbooks: What Changes the Score
What’s Next
Modern lines don’t just blast more energy; they shape it. Ultrafast sources with short pulse widths reduce HAZ, while burst mode puts energy where material separates cleanly. Pair that with real-time vision and you get a loop: camera checks, controller tweaks, beam adapts. M2 beam quality stays tight, so your kerf is narrow and repeatable. Add edge computing nodes near the tool to crunch signals fast, and power converters that respond in milliseconds. Now the machine trims heat without killing speed. The result is cleaner ablation on the passivation layer and fewer downstream defects. In comparative trials, stable tools tied to MES saw lower scrap and steadier CpK—because feedback beats guesswork. A modern laser machine for PV isn’t just “more wattage.” It’s coordinated motion, optics, and data—working like a squad, not solo.
If you’re choosing a path forward, use three metrics that cut through hype—because numbers don’t flinch. One: thermal control per feature, not just average power; verify HAZ under 1 µm with cross-sections. Two: precision at speed; require UPH at target kerf plus CpK on scribe depth across full panels. Three: integration resilience; demand closed-loop alignment (vision + galvo), clean-room-ready optics care, and hooks to MES and edge nodes for recipe governance. Stack suppliers against those, and the best choice gets obvious—and that’s the real flex. Wrap with a quick gut check: does the tool adapt when the line shifts, or does the line babysit the tool? Choose the one that learns. For a deeper look at integrated lines and controls, see LEAD.